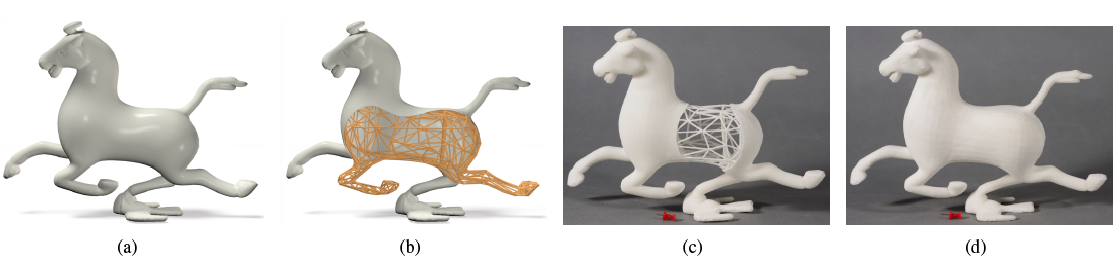
Teaser: Given an input Horse model (a), our method generates a skin-frame structure (b), which is approximate to the model, to minimize the cost of material used in printing it. The frame structure is designed to meet various constraints by an optimization scheme. In (b) we remove the front part of the skin in order to show the internal structure of frame. (c) is the photo of an printed model by removing part of its skin to see the internal struts. (d) is the photo of the printed model generated by our method. A small red drawing pin is put under the object as a size reference in (c) and (d) respectively. The material usage in (d) is only 15.0% of that of a solid object. (Story about the real object of "Bronze Galloping Horse Treading on a Flying Swallow" (google images)-- 马踏飞燕)
Abstract
3D printers have become popular in recent years and enable fabrication
of custom objects for home users. However, the cost of the
material used in printing remains high. In this paper, we present
an automatic solution to design a skin-frame structure for the purpose
of reducing the material cost in printing a given 3D object.
The frame structure is designed by an optimization scheme which
significantly reduces material volume and is guaranteed to be physically
stable, geometrically approximate, and printable. Furthermore,
the number of struts is minimized by solving an l0 sparsity
optimization. We formulate it as a multi-objective programming
problem and an iterative extension of the preemptive algorithm is
developed to find a compromise solution. We demonstrate the applicability
and practicability of our solution by printing various objects
using both powder-type and extrusion-type 3D printers. Our
method is shown to be more cost-effective than previous works.
and
basic ideas
-
Rule of thumb in 3D printing: less material = cheaper
Service companies, like Shapeways, charges you for the amount of material (i.e., the actual printed volume) you use in 3D printing. The price of the product is calculated by which 3D printing material chosen and how much this material used. This makes some products seem surprisingly expensive, like metal and jewelry.
-
Hollowing objects in 3D printing
In 3D printing, an easy way to save some money, sometimes a LOT of
money, is by making your object hollow. This is where the technology
really shines. See the
tricks and
tutorial from Shapeways. However, hollowed objects aren’t as strong
as solid ones. Thus the 3D printing software allow users to fill in some
regular lattice like honeycomb in the hollowed object, see the following
figures.
The straightforward approach used in commercial
printer packages is to uniformly hollow the 3D object by extruding the
outer surface and creating a scaled-down version on its inside. The user
has to choose a scaling factor (thickness of object) based on
experience. A large factor may lead to material waste while a small
factor could cause structural stability problem. Thus it is technically
nontrivial for the hollowing method to simultaneously match the goals of
saving material and maintaining physical stability in 3D printing. As
far as we have known, reducing the material used in printing has not
been well studied.
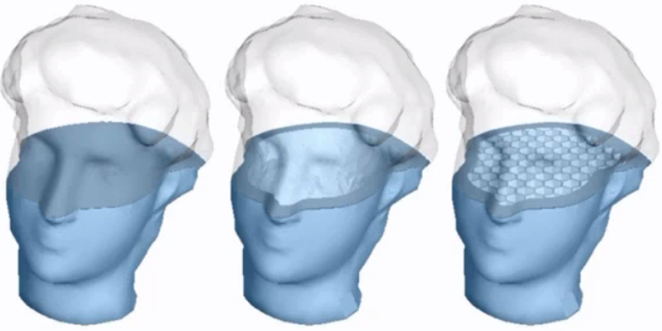
Figure 2. Left: a solid object; Middle: a hollowed object; Right: a hollowed object with regular lattice like honeycomb.
- Frame structure: a typical light weight structure
Lightweight structures are widely employed in architecture,
engineering, and building construction. A lightweight structure is
termed as such, when, regardless of the type of material employed, the
shape of the structure is determined through an optimization process to
efficiently carry the loads from a critical loading case.
Our key idea is to ‘hollow’ the
object by creating a lightweight
frame
structure, made of a mesh of nodes and thin cylindrical struts
with large voids among them inside the object. Frame structures benefit
3D printing in two aspects. First, the mass of object could be
significantly reduced through the use of frame structures while
maintaining its strength and stiffness.Second, frame structures provide
sufficient flexibility and variability, which make them possible to meet
a variety of constraints in 3D printing.
We develop an optimization scheme to
minimize the frame volume subject to various constraints such as
stiffness, stability, geometrical approximation, self-balance, and
printability.

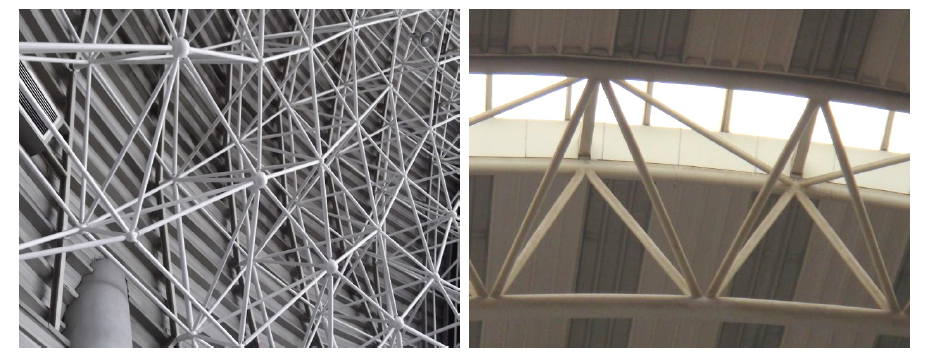
Figure 3. Common frame structures used in architecture.

Figure 4. Overview of our algorithm. Given an input model (a), an initial frame structure (b) is generated. Our algorithm runs alternatingly the topology optimization (c) and the geometry optimization (d). The struts in (b), (c), and (d) are shown with color visualizations of their radii. Note that the frame in (c) is much sparser than that in (b). The frame volumes of (b) and (d) are 3.790e4 and 2.875e4 mm3 respectively. The saving ratio of the frame volume is about 24%. In this example, an external force of 5N is loaded vertically downside on top of the model.
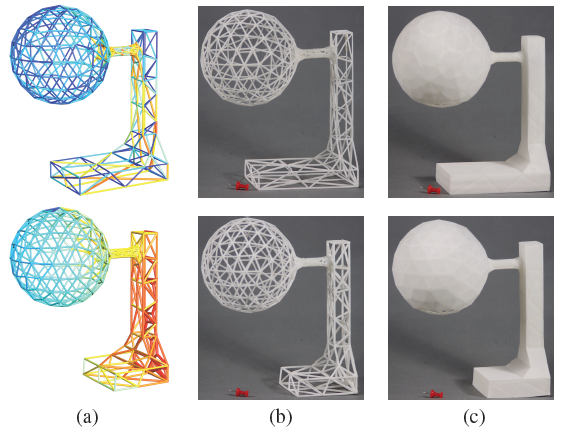
Figure 5. The Hanging-Ball model in the lower row has a smaller base than the one in the upper row. The struts in (a) are coded with the same color bar in Figure 4. For the model with a smaller base, our algorithm produces thicker struts on the vertical pillar in the right part than the counterparts in the upper row due to the balancing constraint. Photos of the printed naked frame and the printed objects using the power-type printer are shown in (b) and (c), respectively.

Figure 6. Left: results produced by the method of [Stava et al. 2012] by adding external struts; Middle: the skin-frame produced by our algorithm (with half-naked rendering); Right: printed objects of our result using the power-type printer.

Figure 7. Printed objects using powder-type printers produced by our algorithm. From left to right: Fighter, TV-Alien, Fishing-Frog, and Buddha-Head. The upper row shows the rendering results with half skin and half frame. The lower row shows photos of the printed objects. The largest edge length of the bounding box of each object is 200mm. A small red drawing pin is put beside each object as a size reference.
Smart Design of Support Material
Each 3D printing process and family of 3D printers has their own process and because of this their own type of support material (also called break away support) and method of applying it. Support material is essential though for any 3D printing process. The support material has to be removed from the printed objects manually and then be thrown away. For some types of 3D printers (like SLA printers, e.g., 3D Systems ProJet 3500 HDMax), the material cost of support material is more expensive than the printing material. We have also studied the design of support material to reduce the use of support material.



Figure 8. In each pair of images, the left images show the printed objects with support material and the right images show the objects by removing the support material. (from the Internet)
We have also studied the design of support material to reduce the use of support material. We propose a scheme to design the structure of support by adding some extra struts to make the frame printable with minimal use of support material.

Figure 9. FDM printers need to add extra supporting structures to print the objects. Left: the printed result with supporting structure generated by the naive method in commercial software; Right: the printed result with supporting structure generated by our method. It is seen that our method needs much less material used in the supporting structures.

Figure 10. The frame structure with supporting material generated by our method printed with FDM printers.
PPT (31.0M)
中国科技大学数学学院新闻中心
中国科学院(2013年9月22日)
搜狐新闻(2013年9月22日)
新浪新闻(2013年09月23日)
《人民日报》(2013年09月23日08 版)
《合肥日报》(2013年09月23日A02版)
We would like to thank the anonymous reviewers for their constructive
comments. The work is supported by the 973 Program
2011CB302400, the NSF of China (Nos. 11031007, 11171322,
61173102 and 61222206), One Hundred Talent Project of the Chinese
Academy of Sciences, the 111 Project (No. b07033) and Program
for New Century Excellent Talents in University (No. NCET-
11-0881).
title = {Cost-effective Printing of 3D Objects with Skin-Frame Structures},
author = {Weiming Wang and Tuanfeng Y. Wang and Zhouwang Yang and Ligang Liu and Xin Tong and Weihua Tong and Jiansong Deng and Falai Chen and Xiuping Liu }
journal = {ACM Transactions on Graphics (Proc. SIGGRAPH Aisa)},
volume={32},
number={5},
pages={Article 177: 1-10},
year = {2013}
}